Как в четверти снять фаску ручным фрезером. Приспособление для снятия фасок и строгания круглых и граненых заготовок. Правила работы с ручным фрезерным инструментом
Фаской называется поверхность изделия, которая образована при обработке проката или трубы скосом торцевой кромки материала . Фаска необходима для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая» . Это самый дешевый вид фаски для трубы из-за своего низкого качества. Однако этот вид один из наиболее распространенных. Данная фаска снимается при помощи . Фаска «Газовая» может быть выполнена и в полевых условиях. Ее поверхность обычно с характерными желобками, которые образуются от струи газа (пропан либо ацетилен).
- «Плазма» . Внешне этот вид фаски практически ничем не отличается от «механики». Его также можно отнести к «заводским». Фаска «Плазма» это воздушно плазменный резак, компрессор и , заставляющая резак двигаться строго по кругу, при выставлении определенно заданного угла фаски.
- «Механика» . Это заводская фаска, самого лучшего качества. Для нарезки фаски «механики» используются и . На рынке труб в основном используется именно эта фаска из-за высокого качества фаски.
С какой целью снимают фаску? При сварке заготовок происходит проплавление металла, что в последствие обеспечивает соединение краев друг с другом. Если же толщина металла больше 3-5 мм, получение полного и качественного соединения становится затруднительным. Для получения качественного провара и проводится этот вид обработки: он позволяет создать так называемую сварочную ванну, которая заполняется сварочным составом в процессе сварки. Важно помнить, что подготовленная под сварку кромка - это кромка с фаской и притуплением (см. рисунок и обозначения к нему ниже).
Виды фаски (способы разделки кромок).
Существуют три основных способа разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Иногда в некоторых источниках они обозначаются буквами: V, K и U, соответственно. Здесь и далее вышеобозначенные способы будут обозначаться буквами: Y, X. J. Чаще всего проводится Y-образная разделка кромок, но также существует Х-образный способ. В особых случаях, когда существует повышенное требование к качеству сварного шва, применяется J-образная фаска, то есть фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Помимо основных способов обработки кромок Y, X. J существует еще ряд разделок кромок. Они встречаются не так редко, и не везде можно найти их описание. Например, в ГОСТе 5264-80 описывается стыковой тип соединения со сломанным косом кромки; условное обозначение – С14.
На схемах сверху изображены несколько примеров способов обработки:
1: пример Y-образного способа снятия фаски;
2, 3, 4: примеры Х-образного способа снятия фаски;
5: Y-образная обработка торцов двух труб с последующим их соединением;
Способы снятия фаски.
Снять фаску можно двумя способами: механическим и термическим (таблица 1). Механическое снятие фаски выполняется с помощью фрезерных, кромкоскалывающих и кромкострогальных станков. Для термического снятия фаски применяются газорезательные машины (стационарные или портативные), которые выполняют плазменную или газокислородную резку. Однако более предпочтительным способом является механический, так как он позволяет исключить изменения физических и химических свойств материала в результате перегрева. Как известно, в ходе термической обработки образуется так называемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое ухудшает свариваемость и повышает хрупкость и ломкость кромки. Но, несмотря на эти недостатки, термический способ достаточно распространен из-за своей простоты и скорости применения, и относительно низкой стоимости оборудования.
Таблица 1 . Преимущества и недостатки термического и механического способов снятия фаски.
В таблице 1 сказано, что термическим способом можно снять фаску быстро и дешево. Из описанных выше способов обработки все-таки предпочтительнее механический, поскольку он позволяет сохранить металл от перегрева и от последующих за этим изменений физических и химических свойств. На Западе, кстати, этот способ называется cold-cutting (холодная обработка), то есть вид обработки, в котором нет термического воздействия на металл, а значит и нет изменений в химических и физических свойствах металла.
Видеоматериал:
1. Резка трубы машиной газовой резки CG2-11G, одновременное снятие фаски с трубы осуществляется наклоном резака под необходимым углом.
2. Снятие фаски с трубы 76х6мм машиной Мангуст-2МТ
3. Снятие фаски с трубы с помощью фаскоснимателя серии ТТ, а также резка трубы со снятием фаски разъемным труборезом P3-SD
Группа компаний "СПИКОМ" предлагает к поставке оборудование для снятия фаски с труб и металла с применением всех вышеуказанных способов обработки (газовый, плазменный, механический).
Занимаясь обработкой древесины, не обойтись без рубанка. Профессионально пользоваться ручным рубанком может не каждый. Но есть электрорубанки, освоить которые под силу любому. Этот инструмент позволяет добиваться отличных результатов уже после короткого обучения.
Рубанок в руках профессионального столяра способен в буквальном смысле творить чудеса. Но чтобы овладеть этим инструментом в такой степени, нужны годы. Домашнему мастеру, который хотел бы обучиться строгальному делу быстрее, можно порекомендовать приобрести электрорубанок. Освоить его несложно, к тому же при пользовании таким рубанком не надо прилагать больших усилий: их «экономит» электродвигатель.
Чисто обработать электрорубанком ребра досок или узкие детали можно, не имея никакого опыта обращения с этим инструментом, то есть с первого раза.
Некоторых навыков потребует обработка больших поверхностей.
Тут важно не допускать образования некрасивых борозд между отдельными проходами рубанка, что случается, если инструмент располагать и вести неточно. Поэтому лучше вначале опробовать его на дешевом лесоматериале. Так, разложите шероховатые после распиловки доски на плоскости, склейте их, соединив друг с другом вставными шипами, и затем попытайтесь прострогать полученный щит до придания ему гладкой поверхности.
Электрорубанок можно вести поверх закрепленной обрабатываемой детали или установить его на верстаке и пропускать через него обрабатываемые изделия.
В этой главе мы расскажем, как правильно пользоваться электрорубанком.
Установка
Как у ручного, так и у электрорубанка глубину резания можно регулировать (обычно в пределах от одного до трех миллиметров). Причем для рубанка любого типа справедливо правило: чем меньше установленная глубина резания, тем меньше риск, что работа окажется неудачной. Случается, к примеру, что в конце прохода на рубанок непроизвольно нажимают сильнее, из-за чего кромка обрабатываемой детали закругляется. Но этого легче избежать, если вращающиеся ножи лишь едва-едва возвышаются над подошвой инструмента. И в целом чем тоньше слой дерева, который снимают ножи электрорубанка, тем незаметнее следы от его проходов.
Повышать постепенно
При обработке нестроганой древесины для начала установите рубанок на относительно большую глубину резания, а в дальнейшем — перед каждым новым проходом — постепенно уменьшайте ее.
По мере накопления опыта приходит сноровка, умение правильно обращаться с рубанком и, в частности, умение отводить его в конце прохода, не допуская закругления задней кромки детали. Теперь уже можно попробовать при выборке фальца снимать максимальный слой дерева, с тем чтобы обработать кромку не за десять проходов, а всего за четыре-пять. Насколько точно установлена глубина резания, которая определяется положением передней части опорной плиты рубанка по отношению к ее задней части, несложно проверить с помощью линейки.

Положение передней части подошвы рубанка можно регулировать, чтобы вращающиеся ножи снимали больший или меньший слой дерева.
Направление строгания

Как ручным, так и электрорубанком лучше строгать в направлении волокон древесины.
Одно из основных правил работы ручным рубанком — вести инструмент следует только в направлении волокон древесины. И хотя вращающиеся с высокой скоростью ножи электрорубанка воздействуют на материал не так, как резец ручного рубанка, тем не менее и здесь результаты будут значительно лучше, если придерживаться указанного, многократно проверенного правила. Но нет правил без исключений. Например, поверхности щитов, собранных из нескольких разных по толщине досок или брусков, то есть с заметными выступами, следует обрабатывать иначе. В таких случаях ровную поверхность можно получить быстрее, если электрорубанок вести под углом к направлению волокон древесины.

Поверхности деталей, собранных из разных элементов, сглаживают, ведя электрорубанок под углом к клеевым швам.
Кромки
При обработке или, как говорят специалисты, строжке рубанком кромки доски очень важно, во-первых, вести инструмент точно под прямым углом к поверхности детали и, во-вторых, при подходе к ее задней кромке не прижимать рубанок слишком сильно.
Чисто обработать кромку, не прибегая к подручным средствам, удается лишь тем, кто уверенно владеет инструментом и хорошо чувствует его. Поэтому новичку лучше пользоваться угловым упором в совокупности с закрепленным электрорубанком, что позволит точнее вести деталь и избегать скашива-ния ее обрезной кромки. Установленный угловой упор образует с подошвой рубанка прямой угол, и если деталь все время плотно прилегает к упору, то и подошва рубанка всегда перпендикулярна ей.
Правильный уход
Чтобы упор обеспечивал правильное положение детали, он должен быть хорошо закреплен. При длительном использовании упора необходимо периодически проверять, не появились ли отклонения от его первоначальной установки, и, если нужно, подтягивать крепежные винты. Надо также время от времени осматривать рабочую поверхность упора, поскольку на ней могут появиться отложения смолы. Периодически следует промывать уайт-спиритом как поверхность упора, так и подошву рубанка, обеспечивая тем самым хорошее скольжение обрабатываемой детали.

Доска, поставленная на ребро, должна плотно прилегать к угловому упору. Это служит гарантией, что рубанок обработает кромку детали точно под прямым углом к основной поверхности.
Строжка фасок
Острые края досок или плит могут расщепляться. Поэтому их «притупляют», то есть делают фаску. Подобной обработке должны также подвергаться детали, которые в дальнейшем будут покрыты лаком, что позволит избежать жестких переходов от одной лакированной поверхности к другой.

Треугольная выемка в подошве, которую имеют все электрорубанки, облегчает формирование фаски (скоса) на кромке детали.
Все электрорубанки имеют на подошве треугольную выемку, которая облегчает формирование фаски. Но можно также воспользоваться угловым упором, установив его под углом 45 градусов к поверхности рабочего стола. При строжке фасок упор должен плотно прилегать к детали. Завершив работу, не забывайте вернуть упор в прежнее положение, то есть установить его под углом 90 градусов.

Если надо всю кромку детали обстрогать со скосом, то угловой упор устанавливают под углом 45 градусов.
Строжка фальца на кромке
Для обычного ручного рубанка выборка фальца — прямоугольной канавки вдоль края детали — непосильное дело (тут нужен специальный строгальный инструмент — отборник или фальцгебель). Но с этой операцией успешно справится даже новичок, если в его распоряжении будут электрорубанок, угловой упор и ограничитель глубины резания.
Выборка фальца нужной ширины
Угловой упор устанавливают на заданном расстоянии от детали. Таким образом он ограничивает ширину строгания и в то же время обеспечивает прямой угол между рубанком и кромкой детали. На правой стороне рубанка устанавливают ограничитель глубины резания. Теперь рубанком, у которого вылет ножей должен быть максимальным (предварительно ножи следует плотно пригнать к правой наружной кромке подошвы и частично прикрыть небольшой откидной пластиной), делают проход за проходом — до тех пор, пока ограничитель глубины не натолкнется на пружину рядом с фальцем.
В конце прохода не следует давить на рубанок сверху: когда передняя часть подошвы выскальзывает за край детали, ограничитель глубины резания не всегда срабатывает и ножи рубанка могут врезаться в дерево слишком глубоко.
При строжке фальца на торце доски нельзя слишком быстро подводить рубанок к краю, иначе могут быть сколы. Однако стоит заметить, что риск образования сколов при обработке торцов деталей электрическим рубанком значительно меньше, чем при обработке ручным.

Выборку фальца требуемой ширины и глубины обеспечивают угловой упор и ограничитель глубины резания.
Имитация грубой отделки
Ножи электрорубанка имеют, как правило, две режущие кромки, и если с одной стороны ножи затупились, то их просто переворачивают. Разумеется, чаще всего используются ножи с прямолинейными режущими кромками. Но такие ножи можно заменить на рус-товочные — с волнообразными режущими кромками (замена ножей, которые крепятся винтами на ножевом валу — процедура несложная).

Волнообразные режущие кромки рустовочных ножей оставляют на поверхности дерева параллельные желобки.
На фото внизу видно, как выглядит поверхность дерева, обработанная рустовочными ножами. Заметим, что такой вид она приобретает в результате, как минимум, двух проходов рубанком. При первом проходе ножи вырезают параллельно расположенные желобки. При втором проходе рубанок ведут с легкими смещениями то в одну, то в другую сторону, чтобы оставались беспорядочные бороздки, а поверхность дерева казалась обработанной вручную топором или стамеской. Если какие-то участки получились слишком гладкими или упорядоченными, то делают третий проход рубанком, добиваясь образования сильно текстурированной поверхности — такой, какую в обычном смысле посчитали бы грубообработанной.

Повторным строганием получают нужную текстуру: перемычки между желобками срезаются и поверхность кажется беспорядочно обработанной.
Циклевание
Цикля удаляет все неровности, оставшиеся после обработки поверхности дерева рубанком. После обработки электрорубанком поверхность не бывает абсолютно ровной и гладкой: даже после самой тщательно работы остаются более или менее заметные следы, которые нужно удалить. Сначала поверхность обрабатывают циклей, затем — тонкой наждачной бумагой.
Лезвие цикли должно быть острым и прямым. Ее ведут по дереву под небольшим углом в направлении волокон. Лезвие цикли срезает крохотные бугорки (перемычки между проходами рубанка) и торчащие волокна. Цикля равномерно снимает стружку в виде мелких и тонких «локонов».
Затачивание цикли
После длительного использования лезвие цикли тупится. Это проявляется следующим образом: цикля еще срезает с необработанной и неровной поверхности дерева тонкую стружку, но вместо старых неровностей, появляются новые. Значит, циклю необходимо заточить.
После циклевания поверхность дерева обрабатывают мелкозернистой наждачной бумагой (зернистость 180). Результат будет лучше, если поверхность предварительно смочить водой, затем просушить и снова отшлифовать свежей наждачной бумагой. От воды волокна дерева набухают, а надрезанные распрямляются и потому лучше срезаются.

Цикля удаляет перемычки между следами рубанка и все неровности, которые еще остались на поверхности дерева.
Электрорубанки, появившиеся в продаже с середины 20-го века, стали незаменимыми для мастеров, обрабатывающих пиломатериалы. Их популярность связана с наличием целого ряда преимуществ по сравнению с обычными ручными рубанками. При применении электроинструмента снижается трудоемкость процесса, увеличивается производительность труда, а также улучшается качество обработки заготовок. Кроме строгания с помощью инструмента специалистами выполняется выборка четверти, снятие фасок и другие операции. Чтобы результат получился качественным, нужно знать, как правильно работать электрорубанком и соблюдать правила безопасности.
Приобретенный недавно либо впервые применяемый на практике электрорубанок нужно проверить.
Без подготовки начинать эксплуатировать механизм не рекомендуется, потому что это может привести к его поломке или порче деревянных заготовок.
Вначале следует ознакомиться с инструкцией по эксплуатации . Далее проводят предварительную подготовку, проверяя:
- положение передней части подошвы;
- степень свободы вращения рабочего барабана с зафиксированными на нем режущими элементами;
- наличие различных повреждений вилки, шнура питания, корпуса;
- свободу движения кнопки включения;
- правильность расположения ножей.
Работоспособность и комплектацию электрорубанка требуется проверять еще во время его покупки. Вращение барабана проверяют, двигая его рукой. Функционирование кнопки — нажатием на нее. Целостность агрегата определяют визуально. Когда никакие дефекты не обнаружены, можно проводить пробное включение оборудования.
Прежде чем строгать электрорубанком или выполнять с его помощью другие операции, рекомендуется предварительно потренироваться в обработке на ненужных досках или брусках. Это позволит «набить руку» и приспособиться к технике, чтобы получить приемлемый результат при отсутствии необходимого практического опыта.
Если включенный инструмент начинает вибрировать или при работе получается низкое качество обработки досок (на поверхности древесины появляются волны, задиры), то следует наточить либо заменить ножи на барабане.
Настройка правильного положения передней части плиты
Настройку электрорубанка рекомендуется начинать с регулирования положения передней части плиты с выключенной из сети вилкой. Для этого понадобится воспользоваться линейкой или подходящего размера куском обычного стекла. Все действия выполняют в такой последовательности.
- Переднюю (подвижную) часть подошвы с помощью специальной регулирующей ручки выставляют в положение, которое обеспечивает минимальную глубину при строгании.
- Устанавливают электроинструмент на ровном верстаке или рабочем столе в перевернутом положении.
- Барабан прокручивают так, чтобы один из ножей располагался над его осью.
- На подошву кладут линейку либо стекло: при этом они должны лежать в одной плоскости.

Когда накладка на плите располагается с наклоном, то устраняют данный дефект так:
- снимают регулировочную рукоять и переднюю часть подошвы;
- очищают открывшуюся полость от стружки и пыли;
- смазывают механизм;
- ставят плиту на прежнее место;
- устанавливают рукоятку;
- проверяют положение подошвы с помощью линейки.
Регулировка считается законченной тогда, когда стекло или линейка будут располагаться в одной плоскости с подошвой.
Проверка установки ножей
Установку лезвий проверяют, используя металлическую линейку . Для этого ее прикладывают к краю плиты. Затем смотрят, задевают ли линейку лезвия, расположенные на барабане. Когда ножи не соприкасаются с торцами накладки, приступают к их регулированию. С помощью ключа (шестигранника), идущего в комплекте с электроинструментом, послабляют лезвия на барабане. Затем режущую кромку ножа выставляют параллельно к подошве так, чтобы она выступала около 0,5 мм у ровных моделей и от 1 мм (и более) у закругленных.

Рассмотренным способом регулируют положение лезвий у моделей как с одним ножом, так и с двумя-тремя. После выполнения регулирующих доводок они будут установлены в нужном положении.
Необходимо учитывать, что от выступания ножа над подошвой зависит глубина строгания и легкость хода инструмента.
При выставлении правильного положения лезвий они не должны задевать подошву при вращении барабана.
Возможные рабочие положения электрорубанка
Часть моделей электрических рубанков содержит в комплекте опору-подставку . Это дает возможность выполнять работу с помощью данного устройства двумя методами:
- расположив его в стационарном положении, когда электроинструмент фиксируется неподвижно (жестко) к верстаку либо столу;
- используя электрорубанок как переносное оборудование.
В последнем случае перемещение инструмента происходит вдоль по обрабатываемой поверхности. Так удобно обрабатывать длинные деревянные заготовки.

Электрорубанок с опорой-подставкой в комплекте
Жестко зафиксированный инструмент представляет собой, по сути, строгальный станок. Деревянную заготовку водят по нему, прижимая ее с достаточной силой. При этом рабочие операции удобно выполнять с помощью напарника. С пиломатериалом небольшой длины можно работать и в одиночку.
Самый простой вариант подготовки электрорубанка для работы – это обратится к специалистам за помощью в сервисный центр . Самостоятельная настройка инструмента должна выполняться согласно рекомендациям, изложенным в инструкции производителем.
Выполнение электрорубанком различных видов работ
С помощью электрических рубанков можно выполнять различные операции:
- строгать широкую или узкую доску, а также другие деревянные заготовки;
- выбирать четверти;
- убирать фаску.
Перед выполнением работ следует подобрать пиломатериал надлежащего качества :
- без сучков;
- хорошо просушенный;
- без полостей, заполненных смолой, сколов и трещин (продольных либо поперечных);
- с ровной поверхностью, не содержащей впадин или выступов;
- в доске либо в брусе должны отсутствовать металлические включения: гвозди, саморезы, болты, кронштейны, винты, скобы и прочие.
При переносном способе использования электрорубанка заготовку надежно фиксируют на твердой поверхности. Для этого устанавливают как минимум 2 упора, но лучше их расположить со всех сторон от детали. Также обеспечивают свободное перемещение питающего шнура, чтобы он не цеплялся. От этого частично зависит безопасность оператора.
Выборка четверти с помощью электрического рубанка
Выборка четверти (снятие фальца) – это одна из операций, выполняемых с помощью электрорубанка. Для ее выполнения требуется установка двух упоров:
- первого (верхнего), контролирующего перемещение инструмента по заготовке в нужном направлении;
- второго (бокового), определяющего глубину выборки четверти.

Упоры выставляют по требуемым размерам, следуя указаниям эксплуатационной инструкции к используемому изделию. При этом измерение расстояний выполняют, ориентируясь по режущей кромке лезвия, занимающего верхнее положение.
Выбрать четверть можно двумя способами:
- двигая электрическим рубанком по заготовке;
- перемещая обрабатываемую деревянную деталь по самодельному станку.
В любом случае движение электроинструмента или заготовки должно быть с одинаковой скоростью (плавным).
Снятие фальца в первом случае осуществляют за несколько проходов, действуют при этом следующим образом.
- На поверхности хорошо закрепленной заготовки с помощью маркера или карандаша наносят линии разметки, определяющие глубины с шириной четверти.
- Включают электрический рубанок.
- После набора полных оборотов барабаном, подносят инструмент к заготовке. Движение начинают с легким нажимом на переднюю часть рабочего агрегата, выравнивая усилие после того, как подошва полностью окажется на поверхности детали и увеличивая его в конце.
- Выполняют проходы до достижения нужных размеров выборки.

Схема выборки четверти
Для нанесения меток на длинные заготовки удобно применять разметочный шнур.
Второй вариант (стационарный) является более производительным при необходимости выполнения значительных по объему работ . С заготовкой работают не спеша. После того, как ее передний край выйдет за барабан, его перехватывают второй рукой, распределяя усилие равномерно по детали.
Выборка четверти – это достаточно сложная операция, требующая наличия подобного рода навыков. Поэтому могут возникнуть такие ошибки:
- скос угла, вызываемый плохим закреплением заготовки;
- «лестница», являющаяся результатом неправильной установки либо регулировки положения ножей;
- кривой паз, обусловленный изначальной кривизной боковой грани заготовки.
Неравномерный нажим на рубанок и его заваливание в любую сторону при снятии фальца приводит к появлению выпуклостей, шероховатостей, выемок. Поэтому следует постоянно его контролировать, что приходит с опытом.
Строгание поверхности пиломатериалов
Строгание деревянных заготовок – это главная функция электрического рубанка. При выполнении данной операции необходимо следовать таким рекомендациям.

При черновом строгании допускается двигать инструментом поперек волокон древесины. Чтобы свести появление дефектов к минимуму, рубанок нужно двигать медленно, равномерно распределив рабочие усилия. Строгать щитовые конструкции на самодельном стационарном оборудовании достаточно сложно. В таких случаях лучше пользоваться ручным устройством.
Торцы строгают до достижения границы снятой фаски. Чтобы обработанная заготовка была без полос , делают дополнительно проходы рубанком по ее поверхности, установив ножи на минимальную глубину.
При возникновении вибрации или других нехарактерных для нормальной работы рубанка проявлений, следует выключить его и разобраться с причиной неполадок.
Как нужно строгать доски, показано в видео:
Снятие фасок у заготовок
Снятие фасок относится к дополнительным возможностям электрорубанков. Для этой цели предназначена канавка V-образной формы на их подошве. Чтобы произвести снятие фаски, инструмент устанавливают этой выемкой на угол заготовки. Затем рубанком двигают вдоль детали, сохраняя требуемый наклон. После первого прохода, остальные можно выполнять в обычном режиме без использования канавки. При этом угол скоса задается с помощью бокового упора, который вовремя всей операции должен постоянно плотно прилегать к обрабатываемой детали.

Во время снятия фаски электроинструмент следует держать ровно, без перекосов, чтобы она не получилась у торца округленной.
Для качественного выполнения любой из рассмотренных операций с электрическим рубанком необходимы опыт и навыки.
Правила безопасности при работе с электрорубанком
Электрический рубанок – это приспособление, при работе с которым обязательно следует соблюдать технику безопасности. Основными поражающими (травмоопасными) факторами являются:
- вращающийся с высокой скоростью барабан инструмента с расположенными на нем ножами;
- протекающий через устройство электрический ток.
Для безопасной работы с электрорубанком Интерскол или любой другой модели необходимо соблюдать следующие правила.
- Рабочее место должно содержаться в чистоте, его необходимо хорошо освещать.
- Запрещается пользоваться электроинструментом в помещениях, где существует значительная вероятность возникновения пожаров или взрывов из-за наличия легковоспламеняющихся жидкостей, пыли либо газа.
- Нельзя к работающему инструменту подпускать посторонних лиц или детей, а хранить его нужно в недоступном для них месте.
- Запрещается отвлекаться во время работы на другие дела, так как это может вызвать потерю контроля над инструментом.
- Нельзя допускать попадания воды на используемый электроинструмент, а также переносить его, держа за шнур.
- Если используется удлинитель, то он должен соответствовать по нагрузке, а также иметь целостную изоляцию.
- Кабель питания должен находиться вдали от сильно нагретых предметов и источников температуры, от движущихся частей различных механизмов, а также от острых граней и разных жидкостей (особенно масляных).
- Запрещается, чтобы тело во время работы с рубанком контактировало с поверхностями, которые заземлены (например, радиаторами и трубами отопления).
- В состоянии алкогольного либо наркотического опьянения, а также под действием лекарственных средств или при утомлении использовать электроинструмент запрещено.
- Следует регулярно проводить профилактическое технологическое обслуживание устройства.
- Нельзя дотрагиваться руками до работающего барабана.
Подключение электроинструмента через УЗО (устройство защитного отключения) в любом случае повышает безопасность работы с оборудованием. Защиту следует подбирать по величине нагрузки.
Заключение
Эксплуатацию электрического рубанка начинают с правильной подготовки его к работе. Операции по строганию, выборке четверти или снятию фаски выполняются по-разному. Следует помнить, что использование неисправного электроинструмента запрещено. При ремонте рекомендуется устанавливать только оригинальные запасные детали. Устранение возникших неполадок следует доверить специалистам сервисного центра при отсутствии необходимых навыков. Игнорирование рассмотренных правил безопасности может привести к травмам различной степени тяжести, поражению током и даже к пожару.
Снимать фаску с доски можно различными способами. Наиболее распространены из них два: при помощи ручного и посредством автоматического инструмента. Негативной стороной применения ручного инструмента (различных рубанков) считается высокая степень травмоопасности, а также катастрофически низкий темп работ. Безусловно, автоматические и полуавтоматические фрезеры для решения означенных целей подходят идеально.
На сайте http://www.zaoportal.ru/product/view/111 Вы сможете приобрести профессиональный станок для снятия фасок. Главной причиной, по которой домашние мастера избегают покупки подобного оборудования, считается кажущаяся сложность в эксплуатации. На самом деле, настройка и использование по прямому назначению не вызывает никаких затруднений даже у начинающего пользователя.
Изначально важно подобрать подходящий тип фрезы. Существует несколько видов фасок. Выберите тот, что подходит для решения Вашей конкретной задачи. Не всегда подходящая фреза находится в наборе с фрезером.
Но приобрести её не составит большого труда. Фрезы подобного рода находятся в магазинах инструментов в свободном доступе и стоят копейки.
Подготовка фрезера к работе заключается в следующем:
- в гнездо удаления отходов помещается шланг от пылесоса;
- выполняется настройка положения фрезы;
- фрезер фиксируется заданном положении;
- устанавливаются горизонтальные направляющие.
С дополнением в виде пылесоса работать значительно проще. При обработке дерева не остаётся практически никаких отходов.

Первоначально головку регулировки высоты фрезы нужно повернуть до характерного щелчка. Регулятор глубины вытаскивается на 3 мм вниз. Далее он опускается на головку. Таким образом, мы получаем «нулевое» положение фрезы.
Теперь, вращая головку регулировки высоты, Вы сможете быстро и без особых трудностей изменять положение фрезы на 5, 10 мм.
Направляющие фрезера для корректного снятия фаски тоже следует настроить. Достигается это достаточно просто – важно лишь закрутить гайки на направляющих до состояния, когда фрезер будет скользить по обрабатываемой поверхности, как по рельсам.
При наличии фрезерного станка реально упрощаются работы по врезке петель, формированию сложных отверстий, выемок, резьбы по дереву и т.д. Но это совсем не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простое ручное приспособление.
Единственное, что нужно – это уметь элементарно обращаться с деревом и пользоваться электроинструментами. Кроме этого, нужно иметь желание, иначе без этого никогда не будет результата. Те, у кого желания поработать нет, те просто покупают мебель или нанимают мастеров, чтобы, например, установить новую дверь и врезать замки. Любая работа, тем более с электроинструментом требует определенных знаний, и особенно техники безопасности.

Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
 Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
- Сделать пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и не сквозные отверстия.
- Обработать торцы и кромки любой конфигурации.
- Вырезать сложные по форме детали.
- Осуществить нанесение рисунков или узоров на поверхность деталей.
- Произвести копирование деталей, если необходимо.
 Копирование деталей – одна из функций любого электрического фрезеровального станка.
Копирование деталей – одна из функций любого электрического фрезеровального станка.
Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Состав и назначение основных узлов
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
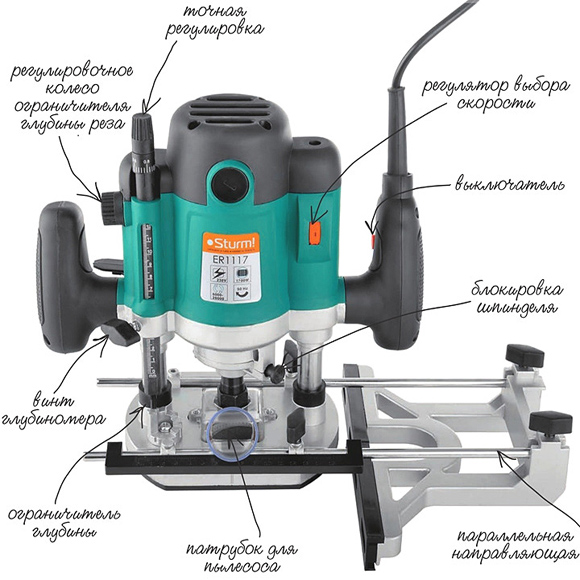 Основные элементы ручного фрезерного устройства и их предназначение.
Основные элементы ручного фрезерного устройства и их предназначение.
В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
- За счет ручки и шкалы настройки глубины фрезерования. Настройка осуществляется с шагом 1/10 мм.
- За счет регулировки скорости вращения фрезы.
На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.
Уход за ручным фрезерным устройством

Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же часов работы у изделия отвинчиваются шурупы или винты, так как они не были затянуты соответствующим образом.
Регулировка скорости вращения
Работа любого инструмента связана с определенными условиями, связанными, в первую очередь, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
 Показатели скоростей обработок при применении различных фрез.
Показатели скоростей обработок при применении различных фрез.
Фиксация фрезы
Первое, с чего начинается работа, это установка и закрепление фрезы. При этом, следует придерживаться основного правила – все работы выполняются при вынутой вилке шнура из розетки.
Фреза устанавливается по определенным меткам, а если они отсутствуют, то на глубину не меньше ѕ длины самой фрезы. Как установить фрезу на конкретную модель, можно узнать из инструкции, которая в обязательном порядке должна присутствовать в технических документах на устройство. Дело в том, что каждая модель может иметь свои конструкционные особенности и рассказать об этом в статье не представляется возможным.
 Установка фрезы на устройство перед началом работ.
Установка фрезы на устройство перед началом работ.
Имеются модели как простые, так и более «продвинутые», как говорят. У некоторых моделях имеется кнопка блокировки вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели, оборудованы трещетками. Так что описать конкретно процесс установки фрезы не получится, да и не имеет смысла, так как каждый, кто знаком с работой подобных устройств, разберется в момент.
Регулировка глубины фрезерования
У каждой модели предусмотрена своя, наибольшая глубина фрезеровки. При этом, не всегда требуется именно максимальная глубина, а определенная глубина, которая выставляется перед работой. Даже в том случае, если требуется максимальная глубина, то, чтобы не перегружать устройство, процесс фрезеровки разбивают на несколько этапов, ступенями изменяя глубину фрезеровки. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:

 Таким образом, заготовка выфрезеруется на заданную глубину.
Таким образом, заготовка выфрезеруется на заданную глубину.
На качественных дорогостоящих моделях имеется колесико точной подстройки глубины фрезерования.
 С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
Это колесико (на фото выше зеленого цвета) позволяет корректировать глубину в не значительных пределах.
Фрезы для ручного фрезерного инструмента

Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании. Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую.
Самые ходовые фрезы
Имеются фрезы, которые используются в работе чаще других. Например:

 Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
 Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
 На фото представлена модель, где подключается пылесос для отвода стружки.
На фото представлена модель, где подключается пылесос для отвода стружки.
Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:

Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности. И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины. Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Обработка кромок: использование шаблонов
Обработку кромки деревянной доски лучше осуществлять на рейсмусе. Если такой возможности нет, то можно воспользоваться и ручным фрезером, хотя это займет некоторое время. Эти работы проводятся как без шаблона, так и с шаблоном. Если навыки отсутствуют или их совсем мало, то лучше воспользоваться шаблоном. Для обработки кромок применяются прямые кромочные фрезы, как с одним подшипником в конце режущей части, так и с подшипником в начале (см. фото).
 Фрезы для обработки кромок.
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой, ровный предмет. Причем длина шаблона должна быть больше длины обрабатываемой детали, как вначале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей вначале кромки и в ее конце. Здесь самое главное, чтобы шаблон или предмет, выполняющий роль шаблона имел гладкую и ровную поверхность. К тому же его толщина не должна быть большей зазора, находящегося между подшипником и режущей частью.
Ширина детали меньше длины режущей части
При этом, чем длиннее режущая часть, тем труднее работать с инструментом, поскольку требуется больше усилий. В связи с этим, лучше начинать работы фрезами, у которых средняя длина режущей части. Принцип работы при обработке кромки следующий:
- Шаблон крепится так, чтобы он находился на нужной высоте и имел ровную горизонтальную поверхность.
- Шаблон крепко монтируется к столу или другой поверхности.
- Фрезу с роликом устанавливают так, чтобы ролик перемещался по шаблону, а фреза (режущая часть) по обрабатываемой детали. Для этого производят все необходимые манипуляции с шаблоном, заготовкой и инструментом.
- Фреза устанавливается в рабочее положение и зажимается.
- После этого инструмент включается и передвигается по шаблону. При этом следует определиться со скоростью перемещения, которая определяется глубиной обработки.
- Фрезерный агрегат можно как толкать, так и тянуть: кому как удобно.
После первого прохода следует остановиться и оценить качество работы. Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
С помощью такого подхода удается снять четверть по кромке или в какой-то из ее частей. Это делается за счет установки режущей кромки так, чтобы она уходила на необходимую глубину в деталь.
 Четверть, снятая на мебельном фасаде.
Четверть, снятая на мебельном фасаде.
Если заменить фрезу на фигурную и сместить направляющую, а также воспользоваться упором, реально нанести на деталь продольный рисунок (на фото ниже).
 Нанесение на заготовку продольного фигурного рисунка.
Нанесение на заготовку продольного фигурного рисунка.
Если применять подобную технику фрезерования (с шаблоном), то можно легко освоить технику работы с деревом вообще. По истечении некоторого времени можно отказаться от шаблонов, так как их установка отнимает много полезного времени.
 Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Ширина детали больше длины режущей части
Довольно часто толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае поступают следующим образом:
- После первого прохода шаблон снимается и осуществляется еще один проход. В данном случае шаблоном будет служить уже обработанная часть. Для этого, подшипник направляется по обработанной поверхности. Если режущей части опять не хватало, то придется осуществить еще один проход.
- Для окончательной обработки следует взять фрезу с подшипником на конце, а обрабатываемую деталь нужно перевернуть верхом к низу, после чего она закрепляется струбцинами. В результате, подшипник будет перемещаться по обработанной поверхности. Такой подход позволяет обрабатывать толстые детали.
 Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Для того, чтобы освоить работу ручного фрезерного инструмента, потребуется много черновых заготовок, которых не жалко потом выбросить. Ни у кого, с первого раза, ничего не получалось. Чтобы что-то вышло, необходимо упорно тренироваться.
Получение различных фигурных кромок
Если требуется фигурная кромка, что скорее всего нужно, то сначала обращают внимание на состояние этой кромки. Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
 Округлая кромка.
Округлая кромка.
Подготавливать поверхность нужно для того, чтобы фреза не скопировала кривизну, по которой будет перемещаться ролик. В данном случае, нужна последовательность действий, иначе позитивного результата не получится.
Если требуется обработать откровенно криволинейную поверхность, то без шаблона здесь никак не обойтись. Его можно вырезать из фанеры, толщиной около 10-ти мм, нанеся предварительно рисунок и выпилив шаблон электролобзиком. Край шаблона необходимо довести до идеального состояния ручным фрезером.